Portable electronics manufacturers must evaluate coating processes based on consistency, repeatability, economy, and the availability of applicators worldwide.
Roy Bjorlin, William Chen, Neil Browes and Darren Evans
Spraylat Corporation
Pelham, NY, USA
Conductive paint technology has grown steadily in preference when conductive coatings are required on injection-molded plastic parts to solve EMC problems. This growth is particularly evident in the portable electronics market where there is a need for globally accessible processes that provide consistent, repeatable quality; a low use cost; and a selection of regionally qualified applicators. This article reviews some of the major differences in the key conductive coating processes from a manufacturing perspective. Conductive paint, selective plating and vacuum metallization technologies are compared with regard to their ability to meet the needs of the global electronics marketplace.
In general, conductive paint technology has continued to serve a greater and greater percentage of the worldwide market for conductive coatings. This is a result of both the manufacturing flexibility and the overall cost-effectiveness provided by the latest generation of painting processes. The infrastructure of the applicator base for paint has grown worldwide. With this growth, local and regional access to the technology, with an increased level of quality expectation, has also occurred.
Proper application methods and equipment are important considerations when paint technology is selected as the coating choice. This paper also includes information on paint application equipment and recommended painting practices. Production and pre-production considerations when using paint technology are discussed.
DESIGN ADAPTABILITY
Electronic enclosures come in a wide range of sizes, shapes, and complexities. The processes of painting, plating, and vacuum metallization differ in their adaptability to these variables. To achieve a quality result in the conductive coating of injection-molded parts, a manufacturer must assess the suitability of each conductive coating process in light of these variables.
Conductive paints have made major advancements in both coating formulations and in the production equipment used to apply them. Today, paint technology offers great versatility to product designers, applicators, and specifiers by optimizing economy while achieving a quality result for a wide range of part designs. First, paint can be varied in its applied thickness (5–25 μm is a typical range). Second, paint can be varied by the type of coating selected to meet the electrical properties required for a given application. Third, paint application can be customized to accommodate part design. An extra paint pass or two, in more vulnerable areas, can be made to insure proper coverage in the more complex sections of the part. For relatively simple part designs, thin coatings and fast processing cycles will provide a very low cost coating solution. Also, recent significant improvements in robotics have advanced the state-of-the-art for production painting. For example, smaller
mobile phone housings can be coated in quantities of approximately 5,000 to 12,000 units per gallon of paint, depending on the complexity and size of the injection-molded part. In high volume production, dry film thicknesses of
5–10 μm are common.
Selective plating can achieve quality results as well. Selective plating offers excellent uniformity in the plated metallization portion of the process. Electroless plating will provide a very uniform, high quality conductive coating that is relatively free from variations in the metallization thickness regardless of part design. The basecoat painting process, which precedes the plating portion of the operation, is less forgiving and has line-of-sight limitations. Control of the base coat process requires that a minimum paint film thickness be applied to all areas of the part. This paint film must be sufficiently uniform in the catalytic material incorporated within the coating and must be uniformly distributed at the
coating surface to support uniform electroless deposition. As a result, the process window for base coat painting can be narrow and ultimately limits the flexibility in using this process to address certain part configurations.
Vacuum metallization is also line-of-sight dependent. Unless additional fixtures are employed to improve deposition of the aluminum, the uniformity of the metallization in part recesses and difficult-to-reach areas is limited. To accommodate higher volume production, large chambers and/or multiple chambers are needed. As a batch process, vacuum technology delivers its lowest cost result when the parts are small and when each chamber can achieve a very high load level. In addition, this technology is best suited to parts in which the geometry is very simple and devoid of special features.
APPLICATOR SELECTION
A reliable global infrastructure for applying conductive paints is now in place throughout the world’s major manufacturing regions. This infrastructure provides OEM specifiers with ready access to the technology. It has also made paint a viable choice for projects that may be specified in one location but manufactured at one or more global production sites.
In contrast, selective plating is available through a smaller number of applicators and is not as readily available on a worldwide basis. These limitations hold true for vacuum metallization as well. These alternative technologies offer less flexibility to OEM specifiers in vendor selection and in regional access to the technology.
SCALABILITY TO VOLUME PRODUCTION
Conductive coatings are sometimes selected near the end of the product design cycle. This timing arises from the fact that the first attempts at solving EMI shielding or other EMC problems and thus achieving compliance concentrate on board layout, product design, and component selection. If end product testing reveals EMI problems or only marginal EMC compliance with regulations, coatings may be used to augment the board-level shielding methods already in place. When such a situation arises, time-to-market is often a critical factor, and manufacturing solutions must be located quickly.
For portable products manufactured in high production volumes, the addition of conductive paint is a solution that can be implemented in a relatively short period of time. Robotic painting is now a common practice, and installed capacity exists at many applicators worldwide. If added capacity is needed, additional robotic painting systems can be installed within reasonably short lead times.
Selective plating is typically an automated or semi-automated process that is capable of delivering volume production quantities. Current installed capacity and the number of applicators providing this service, limits rapid response times to significant fluctuations in production demand. New selective electroless plating lines are not installed easily. These lines also require both a wet chemistry line and painting facilities. For existing electroless plating lines, base coat capacity is typically the source of production bottlenecks; and if significant scale-up requirements arise, added painting capacity is often the issue.
Vacuum metallization is a batch process. Chamber capacity is the limiting factor, and new capacity is not readily installed if the capacity of the existing chamber(s) is reached. In chamber loading, part size is also a key factor in determining through-put. In addition, vacuum technology is not uniformly available. Availability is limited to a selection of applicators in certain regions of the world. As a result, scale-up with this technology, for global programs, can present a time-to-market issue.
TOOLING
Usually, portable electronic housings are coated only on the inside and often only in selective areas. Consequently, almost all applications require mask tooling or fixturing to define the area where coating is to be applied. This is a common requirement for selective plating, vacuum aluminum, and conductive paint.
Normally mask tools for painting can be produced within four to eight weeks and involve about three sets of mask tools per paint cell. One mask tool is in use, one is cycled into a cleaning operation, and the remaining tool is clean and ready for use. Robotic painting is an automated process so these three sets of tools can support continuous cell production.
Vacuum tooling or fixturing requires a full set of individual tools for each part position in the chamber. Thus for cell phone products, over 1000 fixtures might be required for each part. In addition to this high tooling investment, tool-up time is longer for a new program.
Selective plating requires two separate sets of tooling. A set of three mask tools is required for the base coat operation, and a series of plating racks are needed for the electroless plating operation. The masking requirements for the base coat are similar to those for conductive paint. Plating racks can take up to eight to ten weeks to produce. In general, the time-to-production for selective plating is longer than for paint, partly because of the tooling requirements for two separate processes.
FACILITY INVESTMENT
Production volumes and run rates for portable products can vary unexpectedly and unpredictably. The capital required to add capacity for a given coating technology can be a significant barrier to increasing production volumes—especially on short notice—without a clear picture of longerterm production demands.
Conductive paint technology can be applied manually at a very low investment cost. For higher volume production, robots are now available in a wide range of costs, capabilities, and floor space requirements. Smaller robotic painting systems, with run rates of more than a 1000 units per hour will paint mobile phone housings. These systems can be purchased for a cost of around $25,000 and are used globally by many key suppliers. Lead times for equipment are often relatively short, and floor space requirements are minimal. Also, the development of smaller, more compact robots and painting cells has made these units increasingly portable. As production demands shift, painting equipment can be shipped from one manufacturing region to another at a reasonable cost and within a reasonable time.
Capitalization or initial investment requirements for vacuum chambers are extremely high. Delivery and installation time frames are quite long. Creating additional chamber capacity in response to rapidly changing market conditions involves substantial investment risk. Plating lines designed for high volume, automated, or semi-automated production also involve a sizeable capital expense. Furthermore, waste treatment and environmental regulations can add significantly to the cost and can extend the time frame involved in having a facility up and running.
GENERAL GUIDELINES FOR CONDUCTIVE PAINT APPLICATION
Production painting of plastics with conductive coatings is quite distinct from simple decorative painting. A common mistake in using this technology is trying to adapt the equipment and spray techniques used for decorative painting to conductive painting. In achieving both economy and quality, several aspects of conduction painting are crucial:
- Gun selection.
- Manual or robotic spray equipment.
- Spray techniques/paint delivery.
- Paint mixing/paint re-circulation.
- Mask tooling and cleaning.
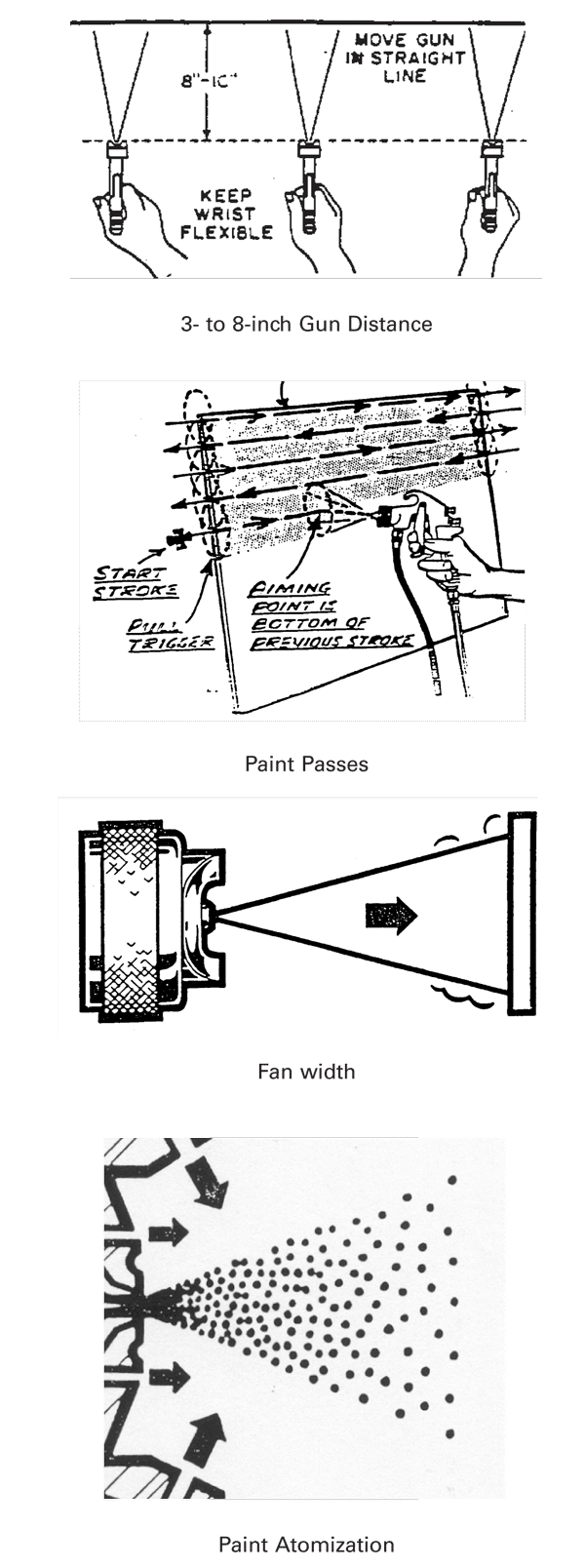
The principal application rules (Figure 1) for conductive paints include:
Maintain a consistent gun distance during paint application.
- Set the fan width according to the size and configuration of the part, avoiding excessive over-spray beyond the masked area. Employ passes across the part that have an overlap in the fan width of about 50%. Insure that the coating film being applied has a wet appearance without any evidence of flooding or sagging.
- Identify difficult-to-reach locations (if any) caused by either feature design in the molded part or mask shadowing, and determine the best available angle at which additional passes are needed to achieve good quality parts.
- Spray tests should be conducted to verify proper gun settings in relationship to a particular viscosity specification range because paint atomization processes are dependent on gun pressure in relation to paint viscosity and flow characteristics. Conductive paints should be laid down with a wet film on the part surface for optimal electrical results, film durability, and cohesion.
GUN SELECTION
Spray application of conductive paint can be accomplished with a variety of gun types. In general there are four basic types of guns that are used. These include:
- Conventional pressure gun.
- HVLP (high volume, low pressure)
- Compliant guns.
- Automatic gun (robotic).
- Can-AM (heat-assisted).
Regardless of the category of equipment used, individual gun selection is as important as the application technique in achieving both economy and quality. Conductive paints require guns that allow control and adjustment of material delivery to the part. They also require adjustment of the fan width. These gun settings are important in helping to maximize the transfer efficiency of paint to part.
Conventional pressure guns provide very good atomization of conductive paints. This atomization is important in achieving a uniform, wet paint film on the part. Typical pressure settings to the gun will range from 40–50 psi, with settings usually found at the higher end of the range.
One key issue, with high pressure guns, is the control of fluid delivery. Under high pressure, a significant amount of “blow-back” and “bounce-off” from the part can be produced. This issue can result in a rough paint surface or a “dry spray” condition. Dry spray can result in poorer electrical conductivity in the applied film. This condition can also cause a significant reduction in transfer efficiency and can increase costs. Parts with deeper recesses and/or higher side-walls can exacerbate this problem. In such cases, adjustments to the gun settings are needed to achieve quality parts.
When using an HVLP (high volume low pressure) spray gun, there are several factors that should be considered. A non-HVLP requires around 50 psi at the air inlet, a setting which results in 50 psi at the cap. Depending on the brand selected, an HVLP spray gun may require 18–80 psi into the air inlet to achieve 10 psi at the cap. An important factor is the capacity of the compressor used. The CFM (cubic feet per meter) capacity of the compressor should be checked against the CFM requirements of the spray gun especially when more than one gun is being used. The CFM requirements of a HVLP gun can vary from 7.5 to 24.
Since the paint exiting the gun will not carry 50 psi, the application technique would require the operator to use the gun significantly closer to the component. HVLP guns should be used at a spray distance of 50–100 mm between the gun tip and component being sprayed. Advantages in using an HVLP gun include reducing “dry spray,” minimizing “bounce-off,” and improving transfer efficiencies. Despite these advantages, delivering conductive paints at low pressure and high volume requires fine tuning of the gun settings so that adequate atomization is achieved and so that the fan pattern is controlled sufficiently to maintain high transfer efficiencies.
Compliant guns are a more recent innovation. These guns (e.g., Iwata) are conventional in design but produce transfer efficiencies similar to HVLP guns. Because of this efficiency, compliant guns are rapidly becoming the preferred choice for production painting. These guns have been tested by an independent body and have been designed to meet the requirements of the Environmental Protection Act while providing excellent atomization with all paint materials. For example, in independent tests, transfer efficiencies of up to 95% were achieved—far higher than the minimum 65% required by the EPA. Features and benefits of these guns include:
- Transfer efficiency issued by MIRRC THATCHAM
- Design adapted for use with high solid and water borne coatings
- Light gun body (380/400 g) and ease in cleaning
- Low noise levels and low consumption
Can-Am turbo-spray equipment uses heated turbine air to achieve improved paint atomization. This equipment uses low pressure air and performs similarly to HVLP equipment.
Automatic guns, used in conjunction with robotic paint application systems, can have a variety of setting options. These settings include fan width and atomization control. Fluid delivery is usually controlled with pump pressure and needle settings. HVLP and compliant guns have also been developed to work in conjunction with robotic spraying and to meet the requirements of the EPA.
DECORATIVE SURFACES/MASK TOOLING
A primary consideration in production planning, when using conductive paints, is the identification of all critical decorative/ cosmetic surface areas. In these locations, particular attention must be paid to mask tool design (Figure 2) and to the incorporation of an adequate “shut-off” that will prevent over-spraying of these cosmetic surfaces. For example, a horizontal shelf of at least 0.8 mm is normally recommended for a shut-off to insure good seating of the mask.
Mask tools can be made from a variety of materials. Most common are machined stainless steel, electroformed masks, and injection molded plastic masks. In higher volume production applications, such as portable products, a multi-up format is used to facilitate increased productivity. In these cases, the spacing between mask positions (part-to-part) should be as close as possible to minimize the loss of material caused by the spraying of the mask itself.
MASK CLEANING
Mask cleaning is an integral part of the production painting process. In some cases, especially without adequate planning, mask cleaning can cause a bottleneck in overall production output. For each production line, assuming volume production is involved, a minimum of three masks are needed—one mask in use, one ready to go into production, and one mask being cleaned.
Mask cleaning cycle times will vary with different paint products, the complexity of the mask tool, the smoothness of the mask tool, the thickness of the paint applied to the part, and any pretreatment or barrier coating that is applied to the mask tool.
Dip tank methods can be used. They are best used for smaller volume production applications. This method is also easier to incorporate when the mask tool is of a relatively simple design and/or the coating is more readily removed. Attention also needs to be paid to minimizing application thickness since there is no external agitation to help in coating removal. Dip tanks often benefit from the use of a barrier coat to insure easier removal of the paint from the mask. For a dip tank, Challenge 211-P cleaner is used at a temperature of 80–100° C for a period of 1–1.5 minutes.
Automated mask cleaning units incorporate high pressure spray equipment. High pressure spray provides significant added energy to the coating removal process. Jet positions and spray pressures will have a definite effect on the effectiveness of coating removal. The throughput and efficiency of this approach, however, is excellent when volume production is involved. Challenge 485S cleaner for removal of solvent-based paint products and Challenge 633S cleaner for water-based paints have been found to produce good results. Cleaning cycle times need to be verified by testing of the actual mask at normal production thicknesses. Cycle times should be less than one minute in the mask washer.
PAINT MIXING
Conductive paints are high solids materials and require adequate mixing before use. Mixing requirements will vary for different products and by the type of production equipment being employed. They can also vary based upon conditions of extended storage. Obviously, extended storage before use will require more mixing time.
Paint shakers, can rollers, or blade mixers are common alternative methods of mixing. Paint shakers are preferred since they achieve the best and most consistent mixing in the shortest period of time. Mixing is also accomplished without opening the container so solvent evaporation or shop contamination issues are avoided. Normally, effective mixing with a paint shaker, is accomplished within 5–10 minutes. Blade mixers require some control. The position of the mixing blade, in relation to the bottom of the container, is one concern. Leaving space at the bottom, where the solids settle, creates a non-uniform product mix and resultant problems in paint application. Mixing speed also requires attention. A small vortex, which does not entrain excessive air into the paint, is an important consideration. Shear of the paint should be avoided as well as spatter from the mixer. Mixing speed needs to be adjustable so that a proper mixing speed can be set for the paint in regard to both its viscosity and rheology (flow). Covering of the container, to avoid excessive evaporation of solvent or the introduction of shop contaminants, also needs to be addressed as part of good shop practice.
PAINT RE-CIRCULATION
In volume production, conductive paints require continuous mixing and/or a re-circulation system in order to insure that consistent material is delivered to the gun and onto the part. A re-circulation system or an agitated pressure pot are common recommendations for production painting. If there are long lines between the pressure pot and the gun, then a re-circulation system is preferred.
For small volume production, a gravity or suction gun can be used. In either case, but especially with a suction gun, frequent agitation by shaking should be done to maintain paint consistency. The use of several steel balls within the container is a normal practice to improve the agitation in the pot.
VISCOSITY
The most important single control element in production painting is the control of viscosity. It is essential that equipment be available to check viscosity on a frequent basis. Paint viscosity will affect a variety of production quality issues including the rate of fluid delivery, atomization properties, and characteristics of the applied paint film important to
final product quality.
The authors recommend an EZ Zahn Cup for the measurement of viscosity of most solvent-based conductive paints. Water-based paints require a Krebs Viscometer because of higher viscosity. Within the range of EZ Zahn cups, there are #2, #3, or #4 cups that are applicable for most solvent- based paints. Paint viscosity is measured in seconds, and each of these EZ Zahn cups produces a different viscosity result. It is important that quality standards for production be set according to one of these cups and that they be kept consistent. It is normally recommended that the same cup size (as noted in the individual product data sheet) be used in production to insure a consistent frame of reference with normal product application practice. Any communications with the paint supplier, with regard to production issues, should be based upon the same viscometer to avoid confusion.
DRYING AND FLASH-OFF
A flash-off time is required for solvent-based conductive paints. Typically a 5–20 minute flash-off time period is recommended to facilitate the evaporation of a high percentage of the solvent contained in the coating film before drying begins. Eliminating the flash-off step can result in entrapment of solvents beneath the paint surface, a condition that has adverse effects on coating adhesion and the properties of the final conductive film.
Drying of solvent-based conductive paints is preferably carried out on a conveyor line using a forced-air oven. This drying method insures consistency in both the time and the temperature of cure. Conveyor curing is mandatory with water-based paints. This method provides the most consistent drying conditions and often greater productivity over time. Typically, a drying time of 20–30 minutes is recommended for solvent-based conductive paints at 140–170° F and optimally at 150–160° F.
A batch oven or chamber oven is an alternative to a conveyor line. More individual control is required in this case to achieve consistency in production, and productivity or throughput is often less than can be achieved in-line.
Air drying is not recommended for solvent-based paints, but it can be done. It is normally done over a 24-hour period. Coating film properties, however, are not optimized in this case since the introduction of heat in the drying process improves coating adhesion and film cohesion, as well as overall electrical properties in the final cured coating.
Water-based paints require no flash-off time. The normal drying time for a water-based coating is 15–20 minutes at 150–170° F. Drying below 120° F is not recommended for water-based paints.
PLASTIC SUBSTRATES
Conductive paints provide very good adhesion to many plastics. These coatings are thin, compliant films that do not contain the stresses associated with plated metal or vacuum deposited aluminum. As a result, these conductive films are more tolerant of stresses introduced during the injection molding process, especially with thin-wall parts or parts with more complicated features.

Table 1 provides a summary of key plastics which are compatible with conductive paints. UL approvals also exist for many grades of these compatible plastics with conductive paint products.
Certain grades of plastic and certain molding conditions may present problems in coating adhesion or may require special processing steps. Some plastics are not recommended for painting as noted above. When addressing a new project or program, a paint supplier should be consulted if there are any questions regarding the suitability of a particular plastic with a particular paint.
Surface contamination, derived from improper part handling and lubricants or mold releases (particularly silicone based mold releases) can result in problems with coating adhesion. It is recommended that inspection criteria be set on the molded plastic parts as part of the overall program quality control standards. These issues should also be discussed and agreed upon with the molder at the outset of the program.
CONCLUSION
Significant versatility during the manufacturing process underlies the increasing use of conductive paints as an EMC coating solution. Advantages are particularly evident when conductive painting is compared to alternative conductive coating technologies, including vacuum aluminum and selective plating. These advantages include:
- Adaptability to a wide range of product designs and part sizes.
- Economy in achieving an affective coating solution.
- Faster tool-up times with lower tooling costs.
- Availability of applicators in all major global manufacturing regions.
- Rapid scalability for volume production that minimizes capital investment.
ADDITIONAL INFORMATION
Conductive paint products incorporate selected alternative metallic media that provide a range of coating performance characteristics that satisfy a variety of product applications. These high solids paints are formulated to provide a uniform, high quality conductive film when sprayed. Variations in individual products vary in several ways that impact efficient application and coating performance. These variables include the type of conductive media employed, the paint diluent (solvent or water), the solids content of the paint, and the resin system.
Today, there are three commercially important types of conductive media used in paint formulation for EMC applications: copper (silver-coated copper); pure silver; and hybrid (mixture of silver and copper). Each type of conductive paint is available in either a water-based or a solvent-based formulation. Solvent-based paints will vary in product application characteristics depending upon the individual product formulation. The latest generation of solvent-based products is commonly formulated using an alcohol rather than a stronger solvent like MEK (methyl ethyl ketone). Comparable high quality, water-based paint products are also available. Each product formulation has its own application characteristics. For example, copper paints differ in production spray application characteristics as compared to silver paints. This difference arises, in part, because of the larger particle size of the copper conductive media as compared to the smaller silver particles. Water-based paints will atomize differently than solvent-based paints and will require different gun settings and application techniques. In achieving the best results, supplier recommendations are very important.