
A systematic approach to EMC engineering and management is the best way of achieving compliance.
A.S. De Beer, Ph.D
Ruphus Technologies (Pty) Ltd., Lonehill, South Africa
ABSTRACT
This article focuses on the necessity of following a systematic engineering approach in the design and testing of military and aerospace systems that must comply with stringent EMC Standards. It points out the common pitfalls encountered during the specification, design, and qualification (or testing) phases. Trade-off s in specifications are shown to be crucial for project success. Board level design, filters and protection, cabling, screening, grounding, and zoning are various facets of EMC engineering. A compliant design must take all of these factors into account. All too often some critical factor is overlooked. Qualification testing is the final stage in the process. Not only is the product or system design important, but the test methodology itself can make a difference between failure and compliance.
INTRODUCTION
The goal of electromagnetic compatibility is part of every military information and communication system development project. It dictates the way in which hardware (and even software) are able to work within an electrical and EM environment. If a piece of equipment can operate within an intended electrical and EM environment, it is said to be compliant.
If a unit is capable of operating while accepting electrical/electromagnetic interference from other systems, it is resilient to noise (thus complying with susceptibility requirements). If the unit does not generate noise nor contribute to the electrical environment and allows neighboring equipment to operates intended, it is termed as being compliant with emission requirements.
If a system is not electromagnetically compliant, the consequences can be disastrous. The HMS Sheffield was sunk in the Falklands War by an Argentinean Excocet missile because the ship’s radar and communication systems were incompatible. Twenty-one men lost their lives and a further 24 were wounded. A number of Black Hawk helicopters were lost (along with a number of lives) because the hydraulic controls of the aircraft could not function within high RF environments,such as those typically encountered close to radar transmitters.
To ensure that equipment operates reliably under all electromagnetic and electrical conditions, a strict set of EMC requirements must be adhered to. Just as every developer is required to show that a system can operate within a range of temperature, vibration, mechanical shock, or even chemical environments, so must an information and communication system be tested (or qualified) for EMC.
EMC tests fall into five broad categories:
- Conducted Emissions (CE) refer to noise being generated and coupled through electrical cables from a system. Power supplies (especially switchmode) contribute a lot of electrical noise, and CE requirements tend to concentrate on power lines.
- Conducted Susceptibility (CS) gauges the resilience of systems to conducted interference. For example, the interference commonly found on power lines is a major concern.
- Radiated Emissions (RE) testing specifies the allowable emissions of a system. Of particular concern are digital electronic and information
systems that produce a spectrum of noise that can interfere with sensitive sensors or communication receivers. - Radiated Susceptibility (RS) testing specifies the level of RF field strength to which a system shall be immune— especially important when operating close to strong transmitters or when subject to electrostatic discharge (ESD).
- Power Interface is not technically an electromagnetic issue, but a special set of conducted requirements that deal exclusively with power distribution and usage. They overlap CE and CS specifications and can be loosely categorized as EMC requirements.
Military EMC specifications as set out in MIL-STD-461C/D/E1 are stringent and a challenge to meet. Th is article points out the “seven sins” or pitfalls that can sabotage the kind of systematic planning and management that assures EMC compliance in a finished system.
PITFALL 1: FAILURE TO PLAN FOR EMC ENGINEERING
The first pitfall is not planning for EMC engineering. Except in the case of the least complex units, EMC compliance is a fundamental design goal that must be addressed from the beginning of the design project.
A general tendency among engineers and technology managers is to handle EMC as an afterthought. Th is strategy usually leads to products that must be retrofitted or even redesigned to meet EMC requirements. Th is practice can be extremely costly as the earlier in the design process a requirement can be met, the more cost effective the solution will be.
The question might be when to plan for EMC. The answer is simply the moment it becomes a requirement and therefore a deliverable. The pitfall is to assume that EMC will be a byproduct of the normal design process. Such an assumption is rarely the case. If not expressly planned for, EMI issues can become apparent late in the design, or even in the qualification, cycle.
What proportion of costs must be devoted to EMC as part of the non-recurring expenses or typical development costs? Williams (2001)2 figure is typical for a company that is not used to dealing with EMC or in instances where the EMC engineering development is unique. For a company with a well-established EMC culture in which EMC is part of the usual development and quality cycles, Greb (2003)3 suggest a figure of 3 to 5 percent. This estimate is substantially higher than is normally envisaged in the planning stages and can typically be of the same order of magnitude as the original project management costs.
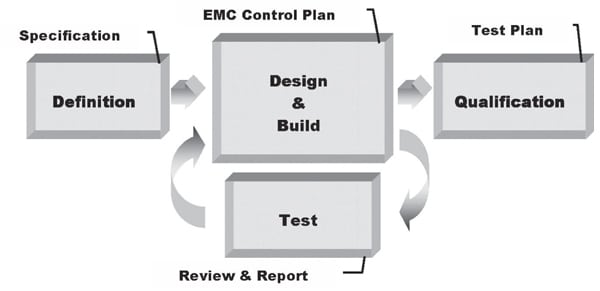
Planning for EMC follows the same outline as any development process of specification, design, and qualification. This concept is illustrated in Figure 1. Here, the first pitfall is underestimating the costs and effort—and subsequently failing to plan for the complete development cycle. The second pitfall concerns the specification process.
PITFALL 2: CHOOSING THE WRONG SPECIFICATIONS OR FAILING TO COMPREHEND THEIR IMPACT
Ironically, in the process of defining (specifying), designing, and qualifying for EMC, the first or specification part involves the least amount of effort, but has the largest potential for adding cost and complexity to a project.
Once a system specification is accepted, the EMC requirements are usually “cast in stone” and cannot easily be changed. Sometime later in the development process, the contractor might become aware that the requirements are, in fact, not suited to the product (not specified correctly) or that the severity of the requirements had been underestimated. After the development specification has been fixed and the contract has been awarded, the contractor will carry the burden for any over-specification or unplanned difficulty in meeting the requirements.
Say, for example, that the emissions from a computer on an aircraft must be restricted so that a communications receiver can operate in close proximity to it. If MIL-STD-461C is used, the requirement RE02 will be specified. RE02 limits the narrow- and broadband emissions from a unit (the computer in this case) to between 14 kHz and 10 GHz. Furthermore, RE02 from Part 2 for aircraft should be used. There are however, different limits for RE02 narrowband emissions depending on whether it is an aircraft for “Army” or “Air Force” use. Mentioning this level of detail may seem like semantics, but the two limits differ by 10 dB. The less stringent of the two (for “Air Force”) is sufficiently difficult to meet for digital equipment. If for some reason “Army” were specified without being necessary, a substantial amount of effort, time, and money would be involved in increasing the already ‘tough’ emissions performance by another 10 dB. Remember that the amount of effort involved in understanding and verifying the requirement details is substantially less than the effort of actually meeting them.
A good strategy upon receiving EMC requirements is to ask for and to analyze the system authority’s intent. Why were these requirements stipulated? Are they appropriate? How do they fit into the larger EMC plan? What will happen if they cannot be met? When a requirement is known to be difficult to meet or wrongly specified, it is much easier negotiating around it before the development specification is finalized, than it is to build hardware after failure to meet a certain specification!
An EMC committee can be set-up to discuss particular needs and to tailor specifications. Although MIL-STD-461 states the minimum requirements that are usually necessary for interference free operation, it also states that these can be tailored. An argument can be made, for example, that there would be no need for a 2-MHz to 30-MHz RE-02 emission requirement if there will never be a high-frequency radio receiver in close proximity to vulnerable systems. Tailoring of specifications can reduce the need for excessive EMC engineering, but can be done only with sufficient knowledge of the standard requirements and the environment in which a system will operate. It is therefore crucial to understand the relevant standards.
Once requirements have been finalized, hardware development can begin. An EMC Control Plan spells outs the exact development process that will be needed to satisfy the requirements. The exact specifications and their design implications should be part of the Control Plan.
PITFALL 3: NO CONTROL PLAN
A Control Plan is used to verify that all aspects of EMC engineering are implemented during development. Without a Control Plan some aspects of EMC engineering are likely to be disregarded. Pitfall 3 is the lack of such a Control Plan.
A Control Plan starts with the requirements and addresses all aspects of design and project planning as well as the general test strategy. Mechanical design, materials and metal used, apertures, and coatings should be considered. Zoning, interfacing, protection, and filtering should also be addressed—in short any factor that will have an influence on EMC.
Good designers may intuitively follow rules and strategy for attaining EMC and may argue that a Control Plan adds to unnecessary paperwork. As with project planning and specifications, a Control Plan is a checklist to guarantee that nothing slips through the cracks. A good analogy is a bucket that leaks. If 99% of the leaks are plugged, the bucket still leaks. The Control Plan is there to ensure that 100% of the “holes” are covered.
PITFALL 4: FAILURE TO COVER ALL DESIGN AREAS
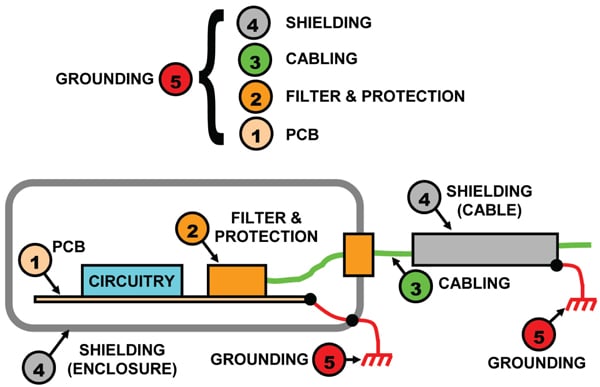
During design for EMC, a number of application areas must be covered. Failing to attend to all of them is pitfall 4. Some of these application areas are shown in Figure 2. These areas include:
PCB Design
PCB design is the most flexible (and cost effective) way of controlling EMI. Extra hours spent on following good PCB layout principles can reduce the need for design iterations later on in the process. Dividing PCB areas into noisy and sensitive, using planes, avoiding noisy tracks at board edges, controlling I/O regions, embedding tracks using multi-layers, and following crosstalk rules all aid in reducing emissions and in hardening circuits.
layout changes.
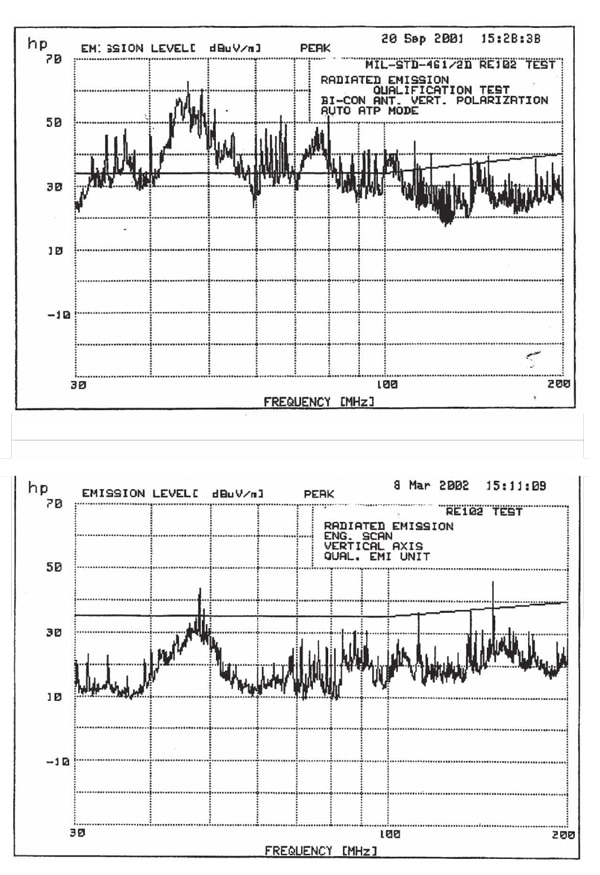
An example of the effect of layout can be seen in Figure 3. It shows the “before” and “after” radiated emission scans (MIL-STD-461D: RE102) of a multi-functional display. The second scan was taken after layout changes were implemented to the filters and PCBs. The electrical circuit was the same. Although still not fully compliant, an improvement of roughly 20 dB was attained. If the designers had followed the layout principles that were implemented in the second iteration, the time, effort, and cost of a complete iteration could have been prevented.
Filters & Protection
Filters and protection are added circuitry that is usually not part of the functional design. Filters keep noise from entering quiet areas, or exiting noisy ones. Protection circuitry guards against spikes, electrostatic discharge (ESD), lightning, and over-voltages and -currents. If the entire system development is not controlled for EMC, individual manufacturers of sub-units will not automatically add filters and protection, since they have little knowledge of system-wide issues. If these requirements not specified up front, the cost of retrofitting can be substantial.
Cables
Cables are another issue that has to be dealt with on a system level. In a well-planned project, the Control Plan will include cable classification schemes. Th is step ensures that sub-system developers will follow a uniform strategy with respect to cabling types and grounding. The type of cable to use (twisted, co-axial, screened or unscreened), as well as where the screens must be earthed, should be part of the control plan.
The amount of cable screening is a trade-off with the filtering at the I/O entry and exit points. Black Box number one will inevitably be connected to black box number two, but the different manufacturers will not automatically know the amount of filtering applied at the other side or even the cable’s emission or susceptibility performance. Filter impedances are related to the length of cable used and should be designed with the cables in mind. Specifying filtering and cabling at system level is therefore essential.
Screening
Screening (or shielding) is usually thought of as the enclosing of a product within a metal box. It is sometimes also thought of as the only way of dealing with EMI. There is a misconception that all EMC problems will be solved once the product is covered with something that resembles a “Faraday Cage.” This simplistic notion couldn’t be further from the truth.
Almost all ‘black boxes’ will have apertures for displays, knobs, cable entries, etc. The size of these openings is far more critical than the type or thickness of the metal used. Aperture sizes must be controlled to avoid rendering a shielded enclosure worthless.
Almost all sub-system enclosures are penetrated by cables. If not signal I/O, power cables at a minimum must enter the “box.” The moment an electrical conductor is fed through the enclosure boundary, it will act like an antenna. Wires carry noise from noisy to quiet areas and must be filtered at the entry point. The only exceptions are totally screened cables such as twin-ax or tri-ax.
Cable screens are extensions of enclosures and keep wires (that act like antennae) from emitting or receiving RF noise. Screening around cables becomes critical when filtering of high bandwidth signals is impractical. Since a cable screen acts as an extension of the screened enclosure, pigtails should be avoided at all costs. Pigtails are one of the main causes of cable shields do not working effectively.
Once again, screening is critical to attaining EMC. Apertures must be limited, and every cable entry or exit point filtered. If only one conductor is not filtered (or fully screened), or just one aperture is too large, EMC failure is likely to result.
Grounding
Grounding topologies are just as fundamental to PCB layout as filters, cable choice, and screening. Frequency affects grounding. Grounding topologies are usually divided into low or high frequency. Although high and low frequency topologies are application dependent, below a few hundred kHz low-frequency grounding techniques should be implemented. Above a few MHz, signal and noise grounds are usually dealt with as high-frequency phenomena. The switch-over region between high and low frequency and systems that contain a mixture of low and high frequency grounds demands unique management strategies.
For low frequency grounding a star topology should be followed, and ground loops should be eliminated. At higher (or RF) frequencies parasitic capacitance dominates, so grounding impedance becomes critical and multipoint ground or ground planes are most effective. A useful tool for controlling grounding is the ground map. Avoiding ground loops, isolating circuits, and creating low impedance paths for high frequency noise should be addressed at system level. A ground map is useful for keeping signals and noise apart. It should be part of the Control Plan and should set out the strategy against which all sub-systems are referenced and grounded.
Software
There are two aspects of software that can influence the EMC of a system. One is emission, and the other is sensitivity related. Digital systems can emit RF noise into the GHz region. Processors that execute fast repeated routines can cause unwanted interference patterns. Software designers should be aware of these glitches and should work with the EMC authority to minimize the potential risk. In extreme RF environments, data lines can toggle and can introduce errors in the software execution. Software designers should, once again, be aware of this potential problem and should use defensive programming techniques such as token ring passing and checksums. Range checking and software filtering of analog inputs should also be considered. Even software, which might seem unrelated to electrical noise, needs to be considered as a design area influencing EMC performance.
Zoning
The last area that can influence compliance is zoning (or partitioning), or the lack thereof. It is not so much a design area as a design philosophy that helps to “divide and conquer” potential EMC problems. The overall zoning strategy should be part of the Control Plan. Zoning involves the division of a system into noisy and quiet areas. It can be implemented on the scale of an aircraft carrier or on the PCB level. Partitioning systems keeps noise inside the noisy areas and prevents interference from entering quiet areas.
The golden rules are to shield zone boundaries (if radiation is a problem) and to filter all cables that connect between two zones, effectively keeping radiation and conducted noise from crossing boundaries. Zoning is best done in the planning stage of a design and becomes progressively more difficult as the development process progresses. Without it, control over noisy “culprits” and their “victims” is easily lost.
PITFALL 5: NO PRE-COMPLIANCE TESTING
The EMC performance of a sub-system or component is sometimes difficult to predict analytically. Th is difficulty arises because of parasitic components (or the ‘unseen schematic’) that vary with geometry, temperature, component tolerances, and material grades. To gauge performance of sub-systems and components, pre-compliance testing should be performed. Figure 1 shows that the ”Design and Build” stage is iterative. EMC performance can be rectified only if it is tested before design completion. Not testing or not testing thoroughly during this phase is pitfall number five.
Pre-compliance or engineering performance tests differ from full compliance as they simply verify a design technique or application. They need not be fully documented and will give an indication and a level of confidence before entering full qualification testing. Once a complete system enters qualification, troubleshooting on a sub-system or component level can become impractical and/or expensive. The compliance of each subsystem or component does not necessarily guarantee that the complete system will pass all the EMC qualification tests, but it is certainly a necessary step toward eventual compliance.
Testing
Full qualification or compliance testing is the last of the development stages. Once this stage is entered, changing designs becomes increasingly difficult and expensive. Not only are design iterations expensive, but EMC compliance testing in itself is costly. There are two pitfalls to avoid when testing for EMC compliance. As with the management of the overall process, the first is not having a plan, and the second is not spending enough effort on the test setup.
PITFALL 6: NO TEST PLAN
A test plan states the tests to be performed (from the list of requirements); it states the setup and equipment to be used, the modes of operation, and failure criteria during testing. Any special considerations or deviations should also be addressed. Failure to have a test plan is pitfall number six.
EMC testing can be divided into two groups. The first deals with emissions in which the system—or EUT (equipment under test)—must go through all modes of operation while emissions are measured. The progression of measurements is used to characterize the EUT’s noise contribution to its environment. During susceptibility testing, an interference signal is applied to the EUT, and its response (or immunity) to signals is measured. During susceptibility testing, failure criteria are used to determine when the system is failing or when the interference signal has caused operation outside normal operating limits. All these steps and relevant criteria must be included in the test plan.
When developing a test plan, contractors, developers, and test house must understand and contribute to the plan. The test house only works on the information provided and has little or no knowledge of the product. If the developer does not specify that outputs should be monitored during testing, it will not happen. Without a test plan, none of the conditions for testing are controlled, and the tests can end up being unreliable and unrepeatable. Repeating EMC qualification tests just because they weren’t controlled the first time around can be avoided with proper planning that is precisely documented in the test plan.
PITFALL 7: BAD TEST SETUP
The test setup during EMC qualification is a critical factor for achieving successful compliance. A product that has been poorly designed from an EMC point of view will not pass because of a good test setup, but a well-designed system can fail because of a bad test setup. Not attending to a proper test setup is pitfall number seven.
Setup during testing is arguably just as involved as the EMC design of the unit itself. The same rules apply. The wall between the EMC test chamber and outside world is a zone boundary and connections cannot pass through the wall without isolation, filtering, or screening. Cables connecting sub-units inside the chamber should be of the same type as specified in the interface requirements. They are best screened, but the final installation can require unshielded cables—in which case testing should refl ect this requirement. Special interface equipment might be needed to stimulate inputs. The test equipment used inside the chamber should be screened so that no unnecessary emissions are added.
Susceptibility testing can be especially problematic as test equipment connected to the EUT is also prone to interference, but has not been hardened to the same extent as the product itself. Once the test equipment reports a failure, the test team must decide whether the failure was on the test equipment side or the EUT itself. A well-planned setup can eliminate a lot of this guesswork.
Even small details like the bonding of a unit to a metal reference plane (a requirement for a MILSTD test setup) can have an infl uence. For example, during RE02 testing, a proper bonding strap was used to replace a couple of wires that were supposed to ‘ground’ the unit to the bonding stub. The emissions after proper bonding fell by almost 20dB. A possible failure in the RE02 test was avoided not by changing anything in the product’s design, but by optimizing the test setup. Obviously, planning and taking the time for a proper EMC test setup is well worth the effort. Although it will not make a non-compliant product pass, it will ensure the best possible results for the system to be tested.
FUTURE TRENDS
The tendency in electronic systems is to become faster (processor speeds and logic families) and more sensitive (lower voltage levels). The use of wireless communications is on the increase, and the electromagnetic spectrum is limited in terms of bandwidth available for applications. Consequently, any “buffer” zones between noise sources (culprits) and sensitive receivers (victims) is closing, and EMC regulations and limits are necessarily becoming stricter.
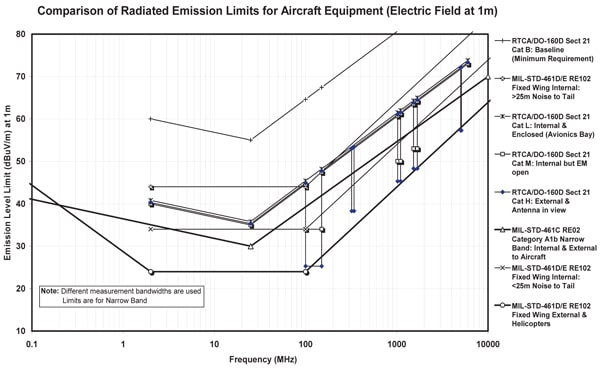
A good example of how EMC requirements are becoming stricter can be found in the development of limits from the earliest MIL-STD-461A to the current MIL-STD-461E. Electric field radiated susceptibility limits have increased from a few V/m to a few hundred V/m. Radiated emission limits have also become stricter with the RE102 limit in some categories of MIL-STD-461D/E at around 25 dBuV/m between 2 to 100 MHz (Figure 4). The MIL-STD-61C RE02 certification is already difficult to obtain. RE102 is 10 dB lower at places than RE02 and more effort and dedicated EMC engineering will be needed to comply with these limits.4
CONCLUSION
This article has shown that a systematic approach to EMC engineering and management is the best way of achieving compliance. Proper specification, a Control Plan, attending to all areas of design, and frequent, well controlled testing are indispensable in achieving EMC success.
Since complying with military EMC specifications is expensive and requires a lot of effort, some may question its value. Clearly, its ultimate worth cannot be overstated. Without EMC testing, military systems could incur failures resulting in loss of life. Also, when developers follow the strategies and avoid the pitfalls as outlined in this article, the product becomes more reliable with fewer callbacks and increased customer satisfaction.
REFERENCES
1. MIL-STD-461C/D/E: Requirements for the Control of Electromagnetic Interference Emissions and Susceptibility. US Department of Defense.
2. Williams, T. EMC for Product Designers. 3rd ed. Oxford: Newnes. 2001.
3. Greb, V. Private discussion. EMC Integrity Inc. Longmont, Colorado. 2003.
4. Joubert, H. Private discussion. Interference Testing & Consultancy (ITC) Services. Pretoria, South Africa. 2003.